問題点(その1) 引棒をネジで接続したので、脱着時に引棒が回転する。その回転モーメントがそのままリンクに伝わり、スライドバー先端のL金具に影響し、取付の皿ネジが緩んでしまう。ロックタイトを塗布するにしても、この回転モーメントを何とかしたい。
すぐ思い付く改善策は次の2つ。(1)丸棒のスライドバーにピンを立てて長穴をスライドさせる。(2)スライドバーと並行して平板が動くように追加加工して回転を防ぐ。(1)はステンレス丸棒に加工が必要。これはこれまでの失敗経験から鬼門だ。避けたい。(2)は構造が複雑になりそう。シンプルに、しかも見た目もかっこよくするにはどうすればいいのか。
丸棒だから回転してしまう。角棒なら回転しない。角棒を角パイプの中でスライドさせるのはどうか。4mm×4mm角棒が手元にある。転轍レバーとリンクを結ぶロッドに使った残り。これが入る角パイプはあるのか。ネットで探したところ、5mm×5mm、厚み0.5mm、L=300mmの真鍮角パイプを見つけた。
理屈上はこの角パイプに角棒が入る。スムーズにスライドさせるためには角棒を多少削る必要があるかもしれない。まあ、角パイプが届いてからだ。
すぐ思い付く改善策は次の2つ。(1)丸棒のスライドバーにピンを立てて長穴をスライドさせる。(2)スライドバーと並行して平板が動くように追加加工して回転を防ぐ。(1)はステンレス丸棒に加工が必要。これはこれまでの失敗経験から鬼門だ。避けたい。(2)は構造が複雑になりそう。シンプルに、しかも見た目もかっこよくするにはどうすればいいのか。
丸棒だから回転してしまう。角棒なら回転しない。角棒を角パイプの中でスライドさせるのはどうか。4mm×4mm角棒が手元にある。転轍レバーとリンクを結ぶロッドに使った残り。これが入る角パイプはあるのか。ネットで探したところ、5mm×5mm、厚み0.5mm、L=300mmの真鍮角パイプを見つけた。
理屈上はこの角パイプに角棒が入る。スムーズにスライドさせるためには角棒を多少削る必要があるかもしれない。まあ、角パイプが届いてからだ。
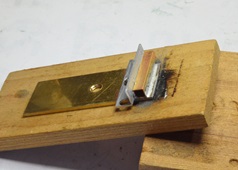
 届いた真鍮角パイプがこれ。計測すると、外辺は5mm×5mmだが、内々は4mmより微妙に小さい。つまり、そのままでは4mm×4mm角棒が入らない。
届いた真鍮角パイプがこれ。計測すると、外辺は5mm×5mmだが、内々は4mmより微妙に小さい。つまり、そのままでは4mm×4mm角棒が入らない。
|
 ます、角棒と角パイプを所定の長さにカットして切断面を整える。四角形でもボール盤で平面仕上げができる。
ます、角棒と角パイプを所定の長さにカットして切断面を整える。四角形でもボール盤で平面仕上げができる。
|
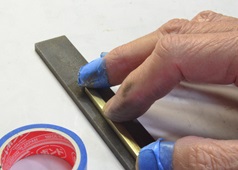 さて、当面の課題は角棒を角パイプに通すこと。角棒の4面をヤスリで削ります。動かすのはヤスリではなくて角棒。この方法でも平面に仕上げるのは難しい。それどころか角が当たって指先が痛くなる。紙テープを巻いて養生。ハンドメイドは指が痛い!
さて、当面の課題は角棒を角パイプに通すこと。角棒の4面をヤスリで削ります。動かすのはヤスリではなくて角棒。この方法でも平面に仕上げるのは難しい。それどころか角が当たって指先が痛くなる。紙テープを巻いて養生。ハンドメイドは指が痛い!
|
 角棒の四角形がいびつにならないようにデジタルノギスで対辺を計測しながら仕上げる。最終的に3.85mmの角棒に。上が角パイプ、下が角棒。
角棒の四角形がいびつにならないようにデジタルノギスで対辺を計測しながら仕上げる。最終的に3.85mmの角棒に。上が角パイプ、下が角棒。
|
 角棒を角パイプに挿入。わずかに遊びもあってスムーズにスライドする。これで何とかなるぞ。
角棒を角パイプに挿入。わずかに遊びもあってスムーズにスライドする。これで何とかなるぞ。
|
 次に角パイプの取付。床板はそのまま使い、丸パイプと交換する。もう一度位置決め用のアルミアングルを取り付けてから丸パイプのハンダを外す。
次に角パイプの取付。床板はそのまま使い、丸パイプと交換する。もう一度位置決め用のアルミアングルを取り付けてから丸パイプのハンダを外す。
|
 丸パイプが外れた。吸取線で床板に残ったハンダも取り除く。丸パイプの横にあるのが使用済みの吸取線。毛細管現象ですね。
丸パイプが外れた。吸取線で床板に残ったハンダも取り除く。丸パイプの横にあるのが使用済みの吸取線。毛細管現象ですね。
|
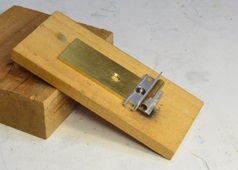
 アルミアングルの位置に角パイプを置く。5mmの丸パイプだったので、そのまま5mmの角パイプもOK。スライドパーのセンターは一致します。
アルミアングルの位置に角パイプを置く。5mmの丸パイプだったので、そのまま5mmの角パイプもOK。スライドパーのセンターは一致します。
|
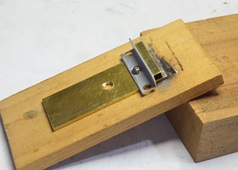
 ハンダを流して角パイプを固定。床板への取付完了。
ハンダを流して角パイプを固定。床板への取付完了。
|
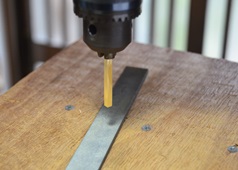
 続いてスライドバーの加工。両端にネジ穴を作りますが、角棒を回転させてもセンターが出ないので、今回は慎重に位置決めしてドリルで下穴。
続いてスライドバーの加工。両端にネジ穴を作りますが、角棒を回転させてもセンターが出ないので、今回は慎重に位置決めしてドリルで下穴。
|
 M2.0mmタップを立て、リンク側L金具用の皿ネジで確認。
M2.0mmタップを立て、リンク側L金具用の皿ネジで確認。
|
 L金具の取付。皿ネジ用の座繰りもそのまま使えます。
L金具の取付。皿ネジ用の座繰りもそのまま使えます。
|
 スライドバーの反対側には引棒用のM3.0mmタップ。
スライドバーの反対側には引棒用のM3.0mmタップ。
|
 試作では、六角ボルトによる脱着にこだわったので面倒なことになってしまった。今回の改良型はシンプルでスマート。引棒は直接スライドバーの角棒にネジ止めします。
試作では、六角ボルトによる脱着にこだわったので面倒なことになってしまった。今回の改良型はシンプルでスマート。引棒は直接スライドバーの角棒にネジ止めします。
|
 回転モーメントを受ける箇所なので、緩み止めのナットを入れます。
回転モーメントを受ける箇所なので、緩み止めのナットを入れます。
|
 引棒をスライドバーにねじ込み、緩み止めナットを締めます。これで回転モーメントがかかっても緩むことはありません。もちろんリンクへの影響もない。
引棒をスライドバーにねじ込み、緩み止めナットを締めます。これで回転モーメントがかかっても緩むことはありません。もちろんリンクへの影響もない。
|
 スムーズにスライドします。実はこの緩み止めナットは、ストッパーの役目もします。引棒を押してもこれ以上は動かないので、リンクへの過剰な力を防ぐことができます。よく考えましたね。自画自賛。(笑)
スムーズにスライドします。実はこの緩み止めナットは、ストッパーの役目もします。引棒を押してもこれ以上は動かないので、リンクへの過剰な力を防ぐことができます。よく考えましたね。自画自賛。(笑)
|
問題点(その2) 引棒の雄ネジが折れてしまった【画像】。原因は2つ。(1)3.0mmの真鍮パイプにM3.0mmの雄ネジを切ったので肉薄になって強度が落ちたこと。(2)自分にダイスのネジ切りの技量がなく、ネジが微妙に傾いたこと。その結果、傾いたネジを修正しようと力を入れると簡単に折れた。

改善策。(1)真鍮パイプをネジとして使わない。かと言って、丸棒も使わない。(2)自分でネジ切りをしない。既成のネジを利用する。このやり方で、もう一度引棒の雄ネジを作り直すことにした。
雄ネジの素材には、M3.0mm、L=15mmのステンレスボルトを利用。頭を切り落としてネジ部分だけにする。
真鍮パイプから試作のネジを切り落とし、切断面を整える。突出するネジの長さはナット3個分。ネジはハンダで固定する。同一作業を繰り返すので、5.0mmパイプで、ハンダを流し入れる穴位置用のジグを作った【画像中央】。
ネジをパイプに入れ、ジグの穴位置にハンダ用の穴を移し開ける。
穴はパイプだけ。ステンレスのネジはそのまま。ネジ山にハンダが流れるという目論み。さて…
ヒィ~ッ! 溶けたハンダはネジ山どころか、ナットにも流れてしまった。これも毛細管現象か。ネジを取り外してやり直し。
ナットを使う必要はない。紙テープでネジの長さを決めることにした。最初からこうすればよかった。
ネジを入れて、この穴からハンダを流し入れる。
パイプの入口までハンダが流れているのが分かる。余分なハンダを削り取れば、ステンレス製雄ネジのできあがり。試作の真鍮パイプ製より強度もあり、ゆがみもない。完成度は高い。ウフフ!
改善策。強度と耐久性のある雌ネジを作るにはどうすればいいのか。3.0mmより若干大きいパイプを挿入することができれば、有効なM3.0mmの雌ネジを切ることができるのではないか。もちろんその分だけ4.0mmパイプの内径を広げておく。
内径を拡大するのは簡単。ドリルを使えばいい。しかし、そこに挿入するパイプは手に入るのか。内径3.0mmを3.3mmに拡大するとしたとき、外径3.3mmのパイプは手に入るのか。その数値の真鍮パイプは、お店でもお目に掛かったことがない。う~む。そうだ、そういうときは自作すればいいのだ。数ミリの長さのパイプ状のものなら簡単にできそうだ。
短く切り出した4.0mmパイプの一部をカットして丸めればいい。4.0mmパイプの円周から3.3mmパイプの円周を引き算した値が欠き取る幅の値になる。フムフム。こんな感じかな。
3.3mmパイプの内径は、理屈上2.3mm。つまり2.3mmのドリルに通して丸めればいいわけだ。小型の金槌でトントン、カチカチ。
3.3mmのパイプが完成。
内径を3.3mmに拡大した4.0mmパイプに挿入します。ちなみに内径の拡大作業は手作業で少しづつ。肉厚が薄いので、電動ドリルではうまくいきませんでした。
外パイプに穴を開けてハンダを流し入れるとこんな感じになりました。外パイプと内パイプの隙間にハンダが広がっている。これもまた毛細管現象。外パイプの余分なハンダを削り取り、M3.0mmタップを立てれば雌ネジの完成。試作より強度と耐久性のある雌ネジになったはずだ。
強化仕様の雄ネジと雌ネジの接続。
接続箇所はほとんどわからない。今後の「定位」「反位」の繰り返しに十分耐えられるはずだ。やったあ~。

スライドバー(改)

引棒(改)どこが?
