|
|
|
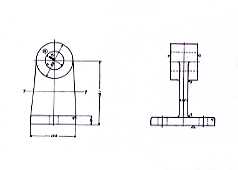
軸受の図面。12分の1にするとH=14mm。真鍮パイプと真鍮板をハンダで組み立てますが、いったいどういう段取りで組み立てればいいのでしょうか。
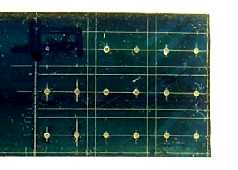
組立の段取りを考えるのと平行して必要なパーツ作り。台座の平板のケガキ。8mm×12mmが8枚。
手作業のヤスリがけげで全部を均一に仕上げるのは至難のワザ。デジタルノギスを使うと、むしろストレスが溜まってしようがありません。どこであきらめるか。いつも悩みます。

軸を通すパイプ用に肉厚1.0mmの6φがほしいのですが、手元にありません。肉厚0.5mmの6φの内側に肉厚0.5mmの5φを入れて使用することにしました。作業効率を考えて、細切れにする前に両者をハンダ付けすることにしました。内側のパイプにハンダを流しておいてギュと押し込むわけです。うまい方法だと思ったのですが、その後不具合が生じ、お勧めできません。(^^;

5.0mmのアルミ板をガイドにして、細切れにしたパイプの長さを仕上げます。反対側は細切れにする前にボール盤で正確な平面に削っておきます。パイプや丸棒の加工のノウハウは上部落し口開閉軸の加工で習得しました。(→こちら)

軸を通すパイプを8個。2本のパイプの間に十分にハンダが回らず、外れてしまうものがありました。今後は手間を惜しまず、1つずつハンダ付けしましょうね。
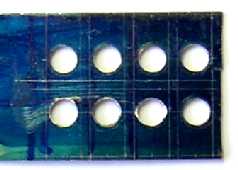
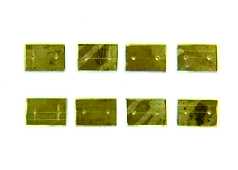
さて、思案の結果、パイプの取付を優先し、支柱の真鍮板はその後で成形することに。ケガキ後、6.0mmドリルで穴あけ。太いドリルは食い込みがコワイ。案の定、真鍮板の押さえが不十分で1つ食い込みました。およよ。下の右から2つ目。幸い大事にはなりませんでしたが……。ふう〜。
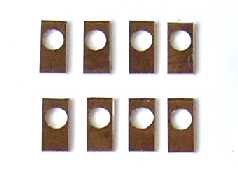
支柱になる真鍮板の切り出し。下端の幅と下端から穴中心までの長さが重要。それ以外は後で成形するので適当です。
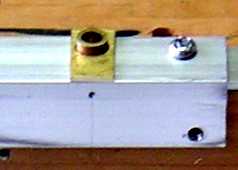
長さ5.0mmのパイプの中央に厚さ1.0mmの真鍮板の支柱が付きます。パイプの突出は2.0mm。したがって、2.0mmアルミアングルに穴をあけてパイプを沈め、真鍮板を乗せればピッタリの位置。この状態でパイプの下側をハンダ付け。側面のネジ穴は後で使います。

パイプの接線になるように真鍮板の両側を切削。パイプの上側はハンダがないので、ポロリと簡単に外れます。どうやってこの形にするか、思案した甲斐がありましたね。うふふ。

上のアルミアングルのジグをそのまま使って台座のハンダ付け。支柱が台座の中央になるようにネジで固定。パーツが小さいので台座にハンダを流したときにパイプのハンダが外れそうですが、ジグに収まっているので大丈夫。

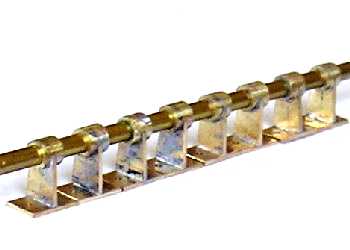
軸受完成。8個並べて軸を通してみました。個別の誤差は許容の範囲。一直線に並びました。やったあ!
|

|
![]()