
素材の入手に苦労しました。いつもお世話になっている山洞金物店の在庫表をみると、確かに欲しいサイズの真鍮パイプはあります。しかし、いずれも「切売り不可」。つまり定尺5mでの購入。まあ、それでもいいかとも思いましたが、10φなどはわずか数十センチあれば十分。しかも、定尺3本となると結構高額だろうなあ。
決断がつかないまま、時間が経過。学会出張のついでに、東急ハンズ広島店で物色。車体作成の際に大判の真鍮板を探してガッカリしたことがあったので、期待度はゼロ。6φ丸棒だけは在庫があって入手できたものの、やはり欲しいサイズの真鍮パイプは在庫なし。ん?規格一覧表の「取り寄せ品」に8φ×1.0mmと10φ×1.0mm。おおっ、取り寄せできるのだ。長さ1mなので値段も手頃。





まず、軸受になるパイプの切り出しから。糸ノコとヤスリでは思うような完成度は得られません。旋盤代わりにボール盤を使いましょう。パイプをチャックにくわえ、先端をヤスリに当てて切削します。こうすると正確な平面に仕上がります。
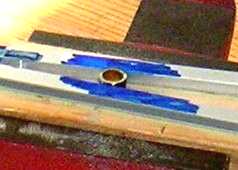
軸受が短いので、逆の面を上と同じ方法で仕上げるのは無理。また、所定の長さにすることも難しいでしょう。上で仕上げた面を下にし、必要な高さのガイドに挟んでヤスリを掛ければ、所定の長さのパイプが仕上がります。ガイドに青ニスを塗っておくと削り過ぎを防ぐことができます。

軸受は6箇所。つまり、8φと10φのパイプが6個ずつ。小さいパイプを大きいパイプの内側に入れます。

内側に入れたパイプをハンダで固定しますが、ハンダが十分しみ込むように事前に10φパイプの内径をドリルで8.1mmにします。そのままではパイプをバイスに固定できません。締め付けると変形しますよね。片側に切れ込みを入れた木片に穴を開け、これにパイプを入れてバイスに固定。これで内径の拡幅ができます。

パイプを横向きにバイスに固定する際にも一工夫。パイプの内側に裁縫用の待ち針を通し、その待ち針をバイスに載せて締め付けます。こうすると、何度でも同じ位置に固定することができますよね。こうしておいて、台座を取り付けるためのタップを立てます。

パイプの角の面取り。これも手でヤスリ掛けをしたのではきれいに仕上がりません。タップ穴を利用して丸棒にネジで固定し、ボール盤で回しながらヤスリで切削。縦向きの旋盤ですね。(笑)回転中のゆがみを防ぐために、丸棒の下側を木片に差し込んでテーブルバイスに固定しています。

右が面取りした軸受。左は加工前。
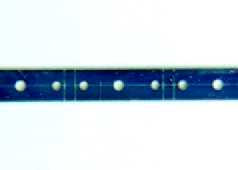
次に台座。真鍮板の端材の中から帯板を見つけました。車体用に真鍮板をカットしていただいた際の残部。これがちょうどいい幅。一直線上に穴開けするのは至難です。ガイド穴を開けた平板を上に重ね、スケールなどに沿ってスライドさせれば一直線になります。中央の穴が軸受固定用のネジ穴。裏に皿もみして皿ネジを使用します。これらの作業は切り離す前にやっておきます。
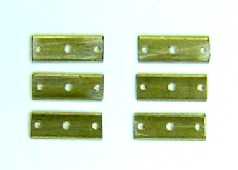
切り分けた台座。

台座に取付けて軸受の出来上がり。6個量産。

|
![]()