|
|
|

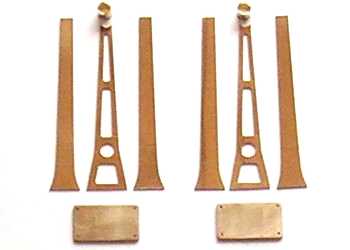
開閉ハンドルの支柱は、軸受の付く穴あき平板の両側面にさらに平板が付くH型。まず、軸受の平板から。端材の真鍮板なのでケガキの基準になる直線がありません。アルミLアングルといっしょに板に固定して、このLアングルを基準にしました。
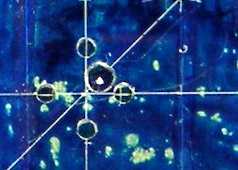
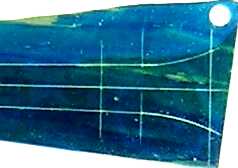
穴あき部分の四隅のアールを出すためにドリル穴を利用しますが、その位置決めにこんなジグ。真鍮板に縦横の線を引き、これに内接するようにドリル穴をあけます。線上にのぞき穴をあけ、この穴を通してケガキの線が一致するように重ねます。これで四隅のドリル位置が決まります。残り物の汚れた真鍮板なので青ニスがムラになっていますね。悪しからず。(笑)
切り出しの前に穴あけ。ジグを使ったドリル穴の位置決めは、理屈としてはよかったものの、細かいケガキなので実際には必ずしも正確にいきませんでした。あはは。軸受部分は8.0mmのドリル穴。

切り出してヤスリ仕上げ。結局内側のアールはヤスリで適当にごまかしました。同じものを2枚。
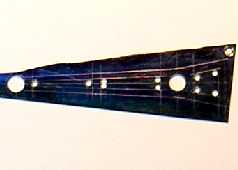
次に、H型の両端の平板。形はシンプルですが、これも端材の真鍮板なので裾のアール部分のケガキに一工夫。端材を板に固定してコンパスカッターで円弧をケガキました。
裾のケガキはこんな感じ。

切り出してヤスリ仕上げ。これを2対、4枚。
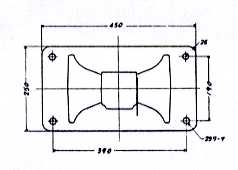
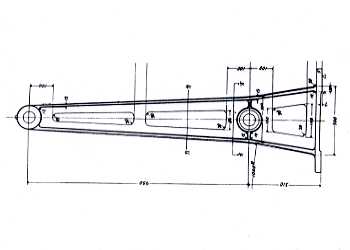
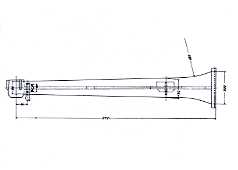
続いて、台座。上からの図面では分かりませんが、中央部分は薄く、両端は厚くなっています。【トップ図面】 2.0mmの真鍮板を利用して中央部分を削り取ることにしましょう。言うのは簡単。しかし、作業が大変でした。
2.0mmの真鍮板にケガキ。切り出して周囲をヤスリ仕上げした段階で、ケガキの採寸ミスが判明。ヒイーッ。2.0mmは1.0mmよりも切り出しに労力がかかるのに……。(涙)これは2作目のケガキ。

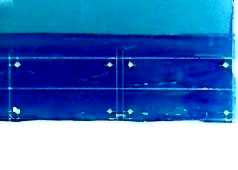
前後に1.0mm厚の帯板。左右にLアングル。これらをガイドにして、中央部分の厚みを半分の1.0mmまでやすりで削り取ります。
削り取る箇所の両端のアールを表現するために、最初に両端部分に丸やすり。

次に中央部分を平やすりで削り取ります。幅が狭くてニコルソンが使えず、四苦八苦。やっと削れたと思ったら、薄くした部分が湾曲しているのが判明。バイスで平面に微調整。やれやれ。

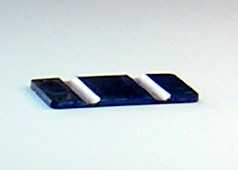
苦労の末出来上がった台座。薄いところの両端がアールになっているのがお分かりいただけますか? そこがポイントです!
|
![]()