まずH型の支柱の中央の平板を水平に固定する台を用意します。高さがポイント。平板が両側の補強板の中心に来てH型になるように。補強板の下端の幅が最大の17mmなので台の高さは8.0mm。平板の厚みの1.0mmも計算に入れます。ジャンク箱にたまたま8.0mmのアルミチャンネルがありました

固定用の押えを作成。中央の平板は穴が開いているので、この穴を利用します。厚さ3.0mmのアルミ平板から切り出して、M1.7mmのネジでアルミチャンネルの台に取り付けます。前後2箇所。

補強板は先にいくほど細くなっています。したがって、これを水平に支持するには先端を持ち上げないといけません。アルミアングルの先端を切り開いて支えを作ります。よお〜く計算して高さを調整。

これらの細工をした後に中央の平板を載せて固定。こんな具合。

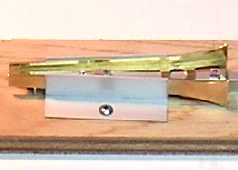
ところで、両側の補強板は、中央の平板に沿う形で下側が途中から屈曲しています。この曲げ加工。バイスにくわえて、えいやーとやると、どうしもバイスにくわえていない側に微妙に丸みが残ってしまいます。そこで一工夫。真鍮の釘を折線に合わせてテープで固定。

真鍮板に養生のベニア板をあてがい、釘はそのままバイスに。こうして力を加えると、釘の箇所で真鍮板がベニア板にめり込んで屈曲。こうすると折れ目の左右が均等になります。わずかな屈曲で十分。

曲げ加工は、わずかこの程度。もんじゃ焼きのへらにも見えますね。(笑)
アルミLアングルで補強板を両側に固定。こうしておいて接合部にハンダを流します。これでH型の支柱が出来上がり。

続いて軸受。支柱の上下に2つ。左右で4つ。8.0mm真鍮パイプから切り出し、片側に面取り。
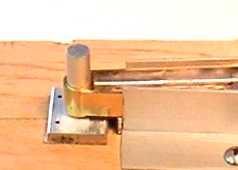
上部の軸受の取付。これは開閉ハンドル用。軸受パイプがはまるように補強板の内側を円弧に仕上げます。6.0mmのアルミ丸棒の柱を立ててこれに軸受パイプを通して固定。上下の位置決めをするために下にアルミ板のスペーサー。支柱本体を固定してハンダづけ。

下部の軸受の取付。これは落し口の開閉軸用。こちらはアルミチャンネルの台を追加。画像では見えませんが、軸受パイプの上下の位置決めをするためのスペーサーが下にあります。これでハンダづけ。

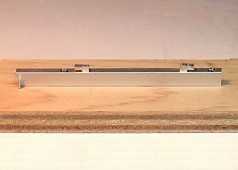
両側の補強板と上下の軸受が付いた支柱。いい感じですよね。この気持ちを表現するために、光を反射させて撮影してみました。うふふ。
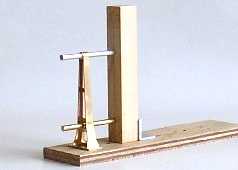
台座への取り付けでも一工夫。角材の支柱を立てて上下の軸受の位置に丸棒を固定し、軸受にこの丸棒を通しました。これで支柱がグラグラしないように固定できます。こうしておいて台座にハンダづけ。
