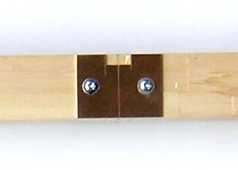
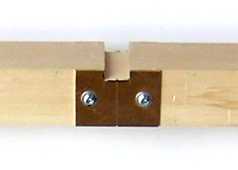
角材の所定の位置に溝をつけて妻板をはめ込むことにしましょう。しかし、ガタがないようにピッタリ、しかもしっかり取り付けるには、木材加工にかなりの精度が必要です。職人の大工さんなら、ノコとノミでホゾを切り出してホゾ穴にピッタリはめ込むことができるでしょう。残念ながら、私にはそういう技術はありません。たとえはまっても誤差が大きくてガタガタになるのがオチです。
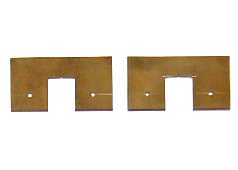

できるだけ精度の高い加工ができるようにジグを工夫しました。真鍮板の加工なら、これまでの経験からある程度の精度を出せます。デジタルノギスもあります。そこで、あらかじめ真鍮板を加工しておいて、これをガイドにして木材加工をすることにしました。そのジグがこれ。左は妻板加工用。右は竜骨の角材用。同一品を2枚作り、両面から部材をはさみ込んで切り出しのガイドにします。