 |
|



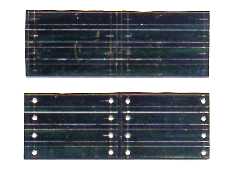
さて、制輪子吊の作成。対の2個の穴位置をそろえ、しかも量産。2枚重ねて作業するのが効率的でしょう。下端の一辺をそろえられるようにした上で、8個の制輪子吊をけがいた真鍮板を2枚作り、一方にだけ穴を開けておきます。

下端の一辺をそろえて裏表に2枚を組合せ。裏と表の両面をけがき面にします。四隅の穴を慎重に写し開けてボルトで固定。こうしておいて残りの穴も全部写し開け。これで上下2枚の穴位置はピッタリです。

その他の左右の端もネジで固定した上で、糸のこで4つに切り離していきます。

裏と表のけがきに合わせてヤスリで仕上げます。厚みがある場合、切断面を直角に仕上げるのは素人には至難のわざ。裏表両面のけがきが有効。

さらに、中央部分をネジ止めして半分に切断。2枚重ねになっているこの段階で、一対になるものを示す刻印を打ちます。表と裏に数字の1から8まで。角も丸くヤスリがけ。

ネジを外すと、ほらね、同じ形状で一対になった制輪子吊が8対。1つずつペーパーがけして最後の仕上げ。数が多いので地味な繰り返し作業。ふう〜、制輪子吊ができたぜ。

以前作成した制輪子の取付穴部分の肉厚は6mm程度でした。前回、制輪子吊受.のパイプを5.0mmに加工したので、制輪子側もこれに合わせなくてはいけません。1.0mmヤスリで削ります。正確には片面を0.5mmずつ。こんなジグを作りました。
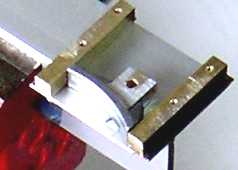
最初の片面を削るときには、5.0mmの角棒の下に0.5mmの板を入れてかさ上げし、これをガイドにして削ります。これで6.0mmが5.5mmに。次にもう一方の面を削るときには0.5mmの板を取り外し、5.0mmの角棒だけをガイドにします。これで5.5mmが所定の5.0mmに、というわけです。

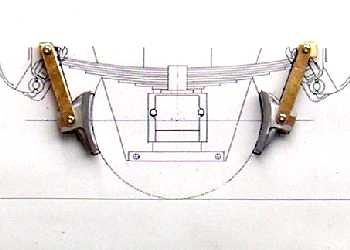
制輪子、制輪子吊、制輪子吊受の部品がそろいました。

ネジで仮止めして組み立てるとこんな感じ。車輪があるともっといいのですけど……。
|
![]()