 |
|



まずは楽勝の握り棒から。握り棒自体はすでに荷物室妻板のディテール加工の際に一緒に曲げ加工していました。ジグを用いて取付穴の写し開け。これは妻板のときと同じ要領。握り棒の根元に45度の角度。これもデッキの手摺のときと同じ。戸袋の柱は取り外しができるので作業がしやすい。

問題発生。横から開ける握り棒下端の穴位置が、柱を側板に取り付けるネジ穴と重なります。ちょっと悩みましたが、そのまま作業を続行。柱の取付穴に握り棒の先が出てきます。ハンダ付けすると、染み込んだハンダでネジ穴がつぶれてしまいました。でもご心配無用。再度ドリルで穴を開ければ済むことです。なあんだ。握り棒の取り付けはこれで完了。

さて、いよいよ引戸半開止。最初に軸受。6.0mm×6.0mmのLアングルから切り出しますが、このLアングルもこれまで通りT字アングルからの削り出し。面倒ですね。軸受を切り出す前に所定の位置に穴開け。大きいままのうちが作業ははるかに容易。誤差も出にくい。

軸受出来上がり。結構細かい作業です。一円玉と比較してください。

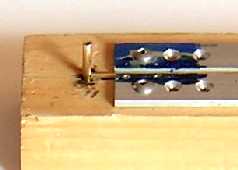
軸受を戸袋の柱に取付。カギの取付にボルトとナットを使用したいので、軸受の取り付けは座ぐりをして皿ネジ。柱中央のネジ穴を避けて、気持ち上方(画像では左)に逃げました。
続いてカギ本体の作成。2.0mm真鍮丸棒を曲げ加工しますが、問題は軸穴。叩き潰してドリルで穴開けする方法で試作。でもこれはダメと判断。どうやって穴開けしたらいいのでしょう。う〜む……。ひらめきました。すでに開いている穴をそのまま利用すればいいのです! つまりパイプの利用。ジグを作り、2.0mmの丸棒の先に3.0mmのパイプを直角にハンダ付け。
長いままのパイプにハンダ付けし、あとでパイプをカットしてヤスリで仕上げます。ほら、こんな具合です。丸棒の端に穴開けしなくても、それと同じことになりましたよ。しかも見た目の完成度が高い! どおだあ〜。

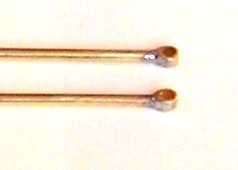
軸穴の反対側を直角に曲げ加工。さらにその先端をヤスリで円錐状に成形。ここが引戸の受穴に入ります。

カギを軸受に取付。上端のカギ止は、0.5mmの真鍮板を曲げて作成。ストッパーの加工はあきらめ、隙間を調整してパチンとはまり込むようにしました。上の実物写真と比べるとそれらしいですよね。自画自賛。(笑)

最後に引戸のカギ受。今回の最大の懸案でした。ポイントは、パーツを作ってからハンダ付けするのではなくて、長いままのパイプと平板をハンダ付けし、あとから小さく切り分ける、という手順でしょうね。カギの軸穴と同じ要領です。3.0mmのパイプと0.5mmの真鍮板をしっかり固定しておいてからハンダ付け。

ハンダ付け後に切り分け、ヤスリで仕上げてカギ受の出来上がり。蝶番のようですね。後ろはスペーサーのブロック。引戸のツラと柱のツラに段差があります。これは、5.0mm×5.0mm真鍮角棒から削り出し。

引戸に1.7mmのタップを立ててカギ受を取付。実物ではリベットが縦並びですが、引戸の取手があるので横並びにしました。小さいながらも強度はありそうです。

戸袋の柱を取り付けたところ。

ほら、もちろん半開状態で引戸が止まりますよ。うふふっ。

|
![]()