|
|
|



まず、対になる2個のベアリングを取り付ける平板の作成。カラーアングル用の長穴付300mmフラットバーを三等分して利用。最終的には全部で6枚。

ベアリング取付用の軸穴を開けます。ここの精度が今回の加工の最重要ポイント。慎重に。青ニスにケガキするのは本当に久しぶりだなあ。

ベアリングを取付。平板との間にワッシャーを入れます。この試作段階ではなべネジですが、最終的にはステンレスの六角ボルトを使用。

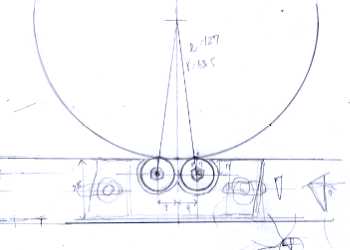
レール上を移動してきた動輪がベアリングに載るということは、左右のレールに取り付けたベアリングの内々の距離がレール幅になっていなければいけません。つまり、ベアリング部分のアングルレールを切り欠いて、その箇所にベアリングを取り付けることになります。切り欠き用のジグを作りました。

試作用のカラーアングルにジグを使って切り欠きのケガキ。糸ノコとヤスリで仕上げます。

試作品のパーツ。奥から、ベアリング部分を切り欠いた300mmカラーアングル、スペーサー、ベアリング付平板、カラーアングル専用ボルト。ベアリングの厚みが5mmありますから、そのまま取り付けるとベアリングが切り欠きを突き抜けてレールの内側に飛び出てしまいます。ベアリングの位置を調整するために3mmアルミフラットバーから切り出したペーサーを挟みます。また、アングルと平板の長穴の位置が重ならないことが判明し、平板の長穴のボルト位置に切り欠きを入れました。ふう〜、いろんなことがあるなあ。

組み立てるとこんな具合。検討用の試作品です。

表側はこんな感じ。ベアリングの軸をステンレスボルトに変更。カラーアングルレールへの取り付けは専用ボルトを使用。見た目もスッキリ。カラーアングル用の平板は、アングルに載せると高さがそろう規格になっています。したがって、レール外側の平板は内側のレール面と同じ高さになります。つまり、ベアリングはレール面から1mm突出。また、車輪のタイヤ部分が傾斜しているので、外側の平板に干渉することもありません。

内側はこんな感じ。レールの切り欠き部分にベアリングがはまります。カラーアングルに開いている長穴でスライドさせて位置決めの微調整をしようという作戦ですが、動輪の位置は長穴のサイクルとうまく合わず、どうしても一箇所ドリル穴が必要です。第二動輪の箇所をドリル穴で固定し、第一動輪と第三動輪の箇所をスライド式にすることにしました。つまり、この試作品は第二動輪用のイメージです。

スペーサーのおかげで、ベアリングがレールの内側面とほぼツライチになります。
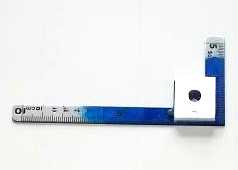
さて、試作品で一応のめどがついたので、本体の加工に着手。次の重要ポイントはベアリング取付の位置決め。つまり、3つの動輪の位置をレールにどうやって写し取るかです。安直に、動輪がレールに接しているところに印をつけてもいいわけですが、誤差が大きくなります。そこで、こんなジグを作りました。小型の金尺にアルミ片をバスコークで接着。実は上述のスペーサーをちょっとの間だけ流用。

こんなふうに使います。動輪の車軸の中心にあいた穴の中心に先端を合わせてアングルレールにケガキ線を引きます。このとき、レールが車輪の奥に引っ込んでいるので、その隙間にアルミ片を挟むかたちで正確にケガキできるようにしたわけです。最後に微調整も可能ですが、できるだけ精度を上げておきましょう。

作業台レールを分解。ボルトいっぱいの補強アングルも取り外します。
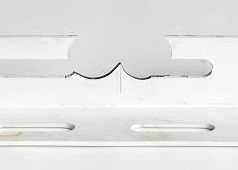
動輪の位置にジグを使って切り欠き部分をけがき、糸のことヤスリで仕上げ。すでに試作品で要領を経験済み。あとは量産。ちなみにこれは第一動輪の箇所。
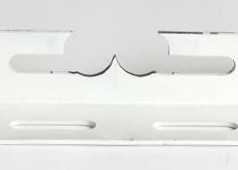
こちらは第三動輪の箇所。カラーアングルは塗装が剥がれると錆びやすいので、切り欠いたところに白ラッカーを塗りました。
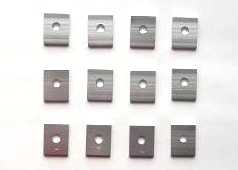
量産の最後はスペーサー。ジグに使った試作スペーサーも回収し、全部で12個。アルミフラットバーから切り出しました。単純作業の繰り返し。再度カラーアングルレールを組み立てて、そろったパーツを取り付けると、エアーテストレールの出来上がり。【画像下】 さて、動輪はうまく回転してくれるのでしょうか。(続く)

|
![]()