|
|
|

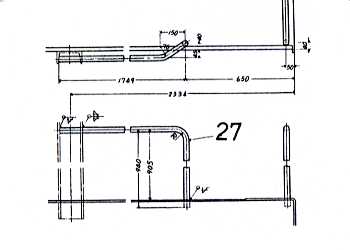
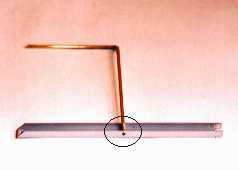
3.0mm真鍮パイプを直角に曲げる方法は前回と同様。同じジグを使います。この程度のアールではわざわざ加熱しなくてもそこそこの結果になることが判明していますが、前回同様に加熱して曲げ加工。キリッと仕上げるにはコツがありそうです。
さて、二度目の曲げ加工用に新たにジグを作成。左右の曲げの向きが逆になるので、左用と右用の2種類。曲げる箇所にあてがうパイプは既存のものを流用。アールは同一。ブルーのラインが大体の形状のイメージ。

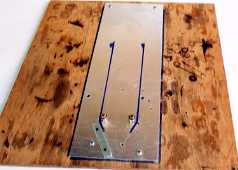
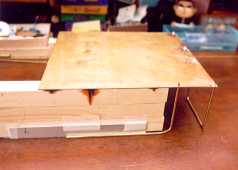
基盤を貫通する穴を開けて鉛直方向にパイプを逃がします。しかし、最初の曲げ加工のアールがあるのでパイプが基盤に密着しません。当初現物合わせによる鉛直穴の拡幅を考えましたが、パイプにスペーサーを挟んで持ち上げればよいことに気づきました。あは。ここは加熱せずに、えい、やあー。
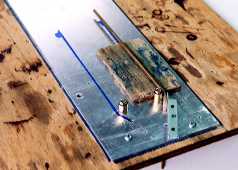
反対側も同様に、えい、やあー。基盤に取り付けたアングルでひずみを防ぐのが1つのポイント。

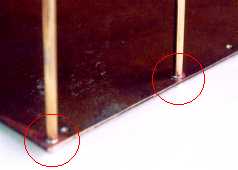
三次元の曲げ加工が完了。ほほお〜。
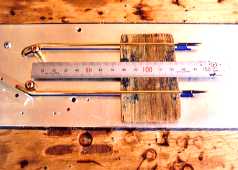
側柱までの長さにピッタリカットしたいのですが、宙に浮いた三次元の計測はどうすればいいのでしょうか。精度はあきらめ、気持ち長めにカットして最後に現物合わせすることに。

続いて側柱の加工。手摺りを受ける穴を所定の位置に開けます。この位置決めが重要。側柱の下端はデッキの表面より下がっていますからね。パイプはチャンネルの片面を貫通してもう一方の内側に突き当たります。
手摺りの先端のパイプ穴に2.0mm真鍮丸棒を埋め込み、そこにタップを立てて側柱にネジ止めします。【丸印】このパイプの小細工はすでに下部落し口開閉装置の開閉軸で経験済み。ちょっとうふふですね。

いよいよデッキ床板に手摺りを取付。スペーサーで床板を逆さに保持しますが、今回は端梁の手摺りがあるので比較的容易。
側梁の手摺りは床板の端より外側に出ています。その幅に相当するアルミ平板をスペーサーにして位置決め。一箇所だけハンダ付け。

手摺りを取り付けるとこんな感じ。変形しそうで不安。
パイプ根元のハンダ付けの様子。3.0mmパイプと3.1mmの穴。裏側からのハンダがパイプ周囲にわずかににじみ出ています。いい感じ。

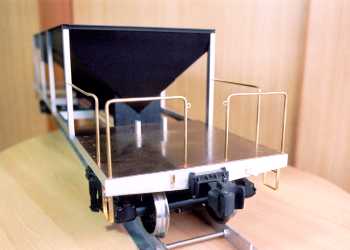
デッキ床板を車体に取り付けるとこんな具合。もちろん車体側にもパイプを逃がす穴の加工。まだまだ危なっかしいですね。

手摺りの先端を側柱に取付。手摺りの長さをヤスリで微調整。側柱の取付穴の高さ、床板からのはみ出し幅、それにパイプの長さのそれぞれがピッタリ合わないとこの組立はできません。お分かりいただけますよね。どおだあ〜。

|
|
![]()