|
|
|
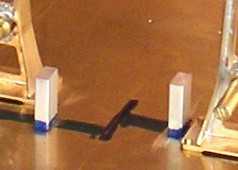
ハンドル支柱をデッキ床板に取り付けます。ほこりをかぶった床板を取り外して支柱の位置をけがき。中央の反射している部分はハシゴのネジ穴位置。
取付は四隅のネジで。2箇所までは面倒でも1つずつ丁寧に移し開け。一気に4箇所やると、必ず微妙に誤差が出ます。まず、白丸部分から。

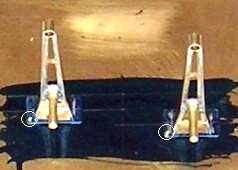
支柱の.取付にはM1.7mmの真鍮ボルトを使用。2005年に動輪舎から購入したものが残っていました。

すでに作成している軸受を軸受台に取付。軸受は片側に3個。最初に一番前の隔壁。

一番前の軸受と支柱との間に丸棒。中間の軸受はこれに通して位置決め。こうすると3つの軸受が一直線上にそろいます。

中間の軸受はこんな具合。

左右の軸受台に取り付けた軸受。手前が支柱。丸棒を通しているので、もちろん一直線。
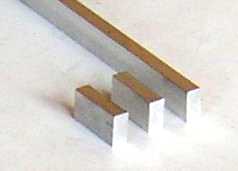
中空軸の作成に先立って大歯車の固定。大歯車を固定しないと中空軸の長さが決まりません。大歯車は歯車受で支えられています。5.0mm×10.0mmのアルミ角棒から切り出し。切断面を平面にするためにボール盤のチャックにくわえて無理やり回転。偏心して危なかしい限りですが、何とか……。こういうワザを覚えると、やはりヤスリ仕上げの限界を痛感しますね。工作機械が欲しくなる……。
歯車受をデッキ床板の所定の位置に固定。裏からネジ止め。

載せただけでは安定しません。アルミアングルを使って固定。

これで大歯車はガタガタせず、安定。固定用のアングルは外側からは分かりません。

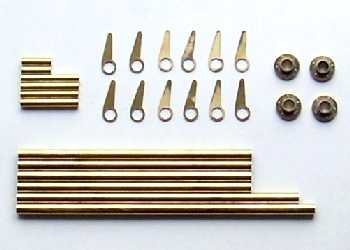
いよいよ中空軸の作成。8.0mmの真鍮パイプを使いますが、三分割するにせよ、それでも一本の長さが長いので、切断面のヤスリ仕上げには工夫が必要。木片に8.1mmの穴を開けて振れ止めのガイドを作成。これで、中空軸関連のパーツが全部そろいました。【トップ画像↑】

中空軸の真鍮パイプに軸受と継手代わりの丸棒をハンダ付け。アルミアングルでハンダ付け用のジグを作りました。左白丸部分が保持用パイプ。この中に6.0mmの丸棒を通して支持。右白丸部分が軸受と丸棒。

左右3本ずつの中空軸。ハンドル支柱の位置が左右で前後しているので、最長の中空軸の長さが左右で異なります。
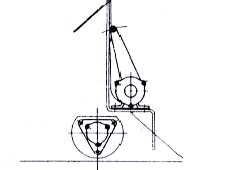
さて、中空軸に落し口を稼動する腕を取り付けます。角度が問題ですが、図面によれば、軸受の台座面と腕の先端とが直角。ということは……。
軸受を縦に固定すれば腕の先端は板面に触れるところでよいということ。実は、先ほどのハンダ付け用のジグは、むしろこのために考案したもの。アングルを90度回転してそのまま腕の取付に利用できます。

一本の中空軸に2つの腕。軸受と腕、腕と腕の間隔がポイントです。アルミアングルで位置決めをして、あとは量産。

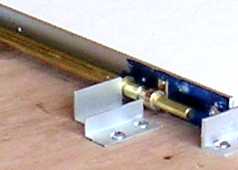
最後に継手の取付。軸受台座のネジ穴を利用して中空軸をアルミアングルに固定。そのアングルをさらにバイスに縦向きに固定。こうしておいて継手のパイプと中空軸のパイプの隙間にハンダ。継手のハンダが外れないかと冷や冷や。

完成した中空軸を軸受台に取付。3本を組み合わせておいて、一度に軸受台に載せます。接続部分はこんな感じ。実車では腕の先にさらにリンクが付きますが、これは省略。ところで、組み立てた全体像を見たいですよね。うふふ。

|

|

|
![]()