


さて、問題は作業のための固定方法。こんな長いもの、しかも途中がクランク。加工する側の先端は角材の穴に通せばOK。反対のソケット側は、思案の末、テーブルバイスに固定したアングルに入れて押さえることに。【画像白楕円部分】 これでハンドルはクルクル回転できます。

角材部分はこんな感じ。シャフトの断面がラフで適当な感じなので、まずここをフラットに。切削素材を回転させるのが旋盤の原理。今回は、回転させるクランクハンドルもあります。しかし、長いシャフトの中心軸はブレブレで、そんなわけにはいきません。ちょっとずつ向きを変えながら、ヤスリでゴシゴシ。

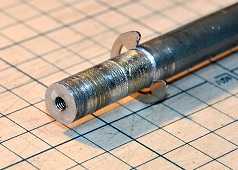
続いて、下穴とネジ切り。横向きでは作業できないと判断し、縦向きに変更。下端は、テーブルバイスに縦向きに固定したアングルに挿入。【画像白楕円部分】 これなら下穴用のドリルで力が加わっても大丈夫。

青ニスを塗って中心の位置決め。ただし、素材側が回転するからといって、旋盤の芯出しのようなわけにはいきません。ディバイダーで何本か線を引いて、まあこのあたりかな。ドリルで下穴。

タップ立てなんて、何年ぶりでしょう。AOBAのタップスプレーも健在です。

さて、うまくネジが切れたかな。最初にネジを入れるとき、ドキドキしますよね。M4のキャップスクリュー。ライブスチーム組み立ての残り物です。

ネジ穴ができたところで、次はつまみが外れないようにする円盤の作成。ジャンクボックスからt=1.0mmの適当な真鍮板を探し出し、糸ノコで切り出してヤスリで成形した後、最後にボール盤に取り付けて回転させながらヤスリで仕上げ。真円にはなりませんが、まあいい感じ。
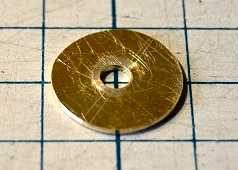
どこかで見たことがあるなあ、とよくよく考えたところ、五円玉。大きさもほとんどいっしょ。じゃあ、最初から五円玉にすればよかった、ちょっと加工すれば……。ダメです!「貨幣損傷等取締法」という法律があって、貨幣を損傷したり鋳つぶしたりすると「1年以下の懲役又は20万円以下の罰金」です。お金は大切に。
シャフト方向のつまみの可動域を小さくするために、Eリングをはめました。当初、つまみの前後をこのEリングで固定する方法を検討しましたが、サイズが合わなかったので不採用。したがって、このEリングのはめ込みは、無理やりです。ヤスリでけずり、ペンチでひねって、力わざ。とてもスマート、クールとは言えません。それでも、ないよりはあった方がいいかなと。

つまみの組み立て。バネ座金が手元になかったので、ロックタイト。これも数年前のものですが、効き目はあるのでしょうか。

アウトリガーハンドルの復活。課題が1つ解決。
![]()