

素直に考えると、制輪子には横向きの取付穴が必要です。そのためには2つの突起の隙間を埋めて、そこに穴を開けることになります。どうやって隙間を埋めましょうか。制輪子はアルミ製、あるいはその合金? ハンダ付けはできません。突起にある縦の穴が利用できそうです。発電機のベルトとの干渉は制輪子の天地を逆にすることでクリアできそう。

隙間は4.0mm。残念ながら、この厚みの真鍮版が手元にありません。やむを得ず2.0mmの真鍮版を2枚重ねにしてハンダ付け。4.0mm厚の角棒の出来上がり。
ハンダ付けがダメなら、組み木の要領で。縦の穴を利用して角棒に貫通穴を開け、丸棒を通しましょう。元来こんなことのための穴ではなかったはずですよね。(笑)

3.0mmの真鍮丸棒を入れると、角棒がピッタリ合体。

角棒を制輪子の幅に合わせておおまかに切断。残りの角棒を使って同じことを繰り返します。念のため、丸棒が固定されるようにここでもう一度ハンダを流しておきます。これで真鍮片が外れることはありません。よしっ。

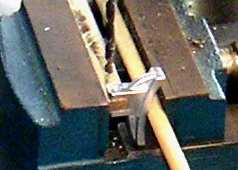
ヤスリで整形すれば、ほらご覧の通り。

真鍮部分に穴位置をけがきます。丸棒部分を避けた方がいいでしょうね。

3.0mmのドリル穴。念のため、リーマーも通しておきました。

最初に1つ試作して、あとは量産。工程の分業で効率アップ。全部出来上がって至福のとき。うふふ。串焼きではありませんぞ。(笑)

|
![]()